Проучване на производствения процес и оборудването за "право формиране на квадрат" правоъгълни тръби

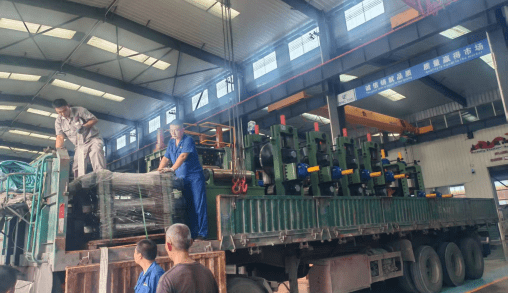
За да се намали производствената цена на правоъгълни тръби с голям диаметър и да се задоволи търсенето на строителната индустрия, са изследвани производственият процес и ключовите процедури за правоъгълни тръби по метода "правоъгълно формоване". Отбелязано е, че при процеса на формоване "правоъгълно формоване" е необходимо да се осигурят ъгли на формоване, всички по-големи от 90°, радиусът на дъгата на ъглите на формоване да е по-голям от този на готовия продукт, както и да се разработи специална горна матрица с формата на гъся врат. В процеса на съединяване (предварително заваряване) трябва да се добави вътрешно поддържащо ролково устройство. Горната ролка при процеса на завършване (валициране) трябва да бъде обработена с канавка за зазор на завара, за да се предотврати слягането на горната повърхност на плочата по време на процеса на завършване, причинено от зазора на завара. В същото време са изложени изискванията към основното производствено оборудване за правоъгълни тръби с голям диаметър, като фрезови машини, машини за формоване, машини за съединяване на шевове, машини за завършване и правни машини с подвижна рамка. Сравнителни изследвания показват, че процесът "първо правоъгълно формоване" има значителни предимства в сравнение с процеса "първо кръгло, а след това правоъгълно формоване", тъй като позволява икономия на оборудване, намаляване на производствените операции и по този начин намаляване на производствените разходи.