Forschung zum Herstellungsverfahren und zu den Anlagen für rechteckige Rohre mit direktem Profilieren

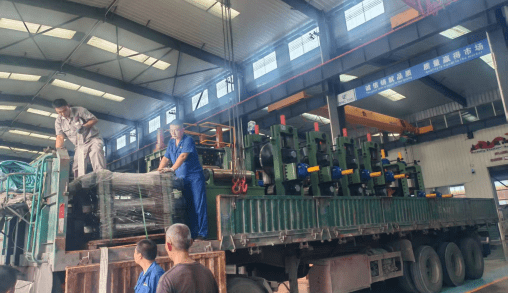
Um die Produktionskosten großer rechteckiger Rohre zu reduzieren und der Marktnachfrage der Bauindustrie gerecht zu werden, wurden das Produktionsverfahren sowie die Schlüsselprozesse von "direkt quadratischen" rechteckigen Rohren untersucht. Es wurde darauf hingewiesen, dass im "direkt quadratischen" Formungsprozess sicherzustellen ist, dass alle Formungswinkel größer als 90° sind, der Bogenradius der Formungswinkel größer als der des Endprodukts ist und ein spezieller Gänsehals-Oberform eingesetzt werden muss. Der Füge- (Vorschweiß-) Prozess erfordert zwingend einen internen Stützrollenapparat. Die Oberrolle im Endformungs- (Walz-) Prozess muss mit einer Schweißnaht-Spaltmulde bearbeitet werden, um zu verhindern, dass der Spalt in der Schweißnaht während des Endformungsprozesses zum Zusammenbruch der Oberflächenplatte führt. Gleichzeitig wurden die Anforderungen an die wesentliche Produktionsausrüstung für große rechteckige Rohre, wie Fräsmaschinen, Formmaschinen, Nahtverbindemaschinen, Endformmaschinen und Portal-Transfer-Richtmaschinen, ausführlich beschrieben. Vergleichende Untersuchungen haben gezeigt, dass das "direkt quadratische" Verfahren gegenüber dem "zuerst runden und danach formen"-Verfahren klare Vorteile bietet, da dadurch Ausrüstung eingespart, Prozesse reduziert und somit die Produktionskosten gesenkt werden können.