







مقدمه
توضیح مختصر
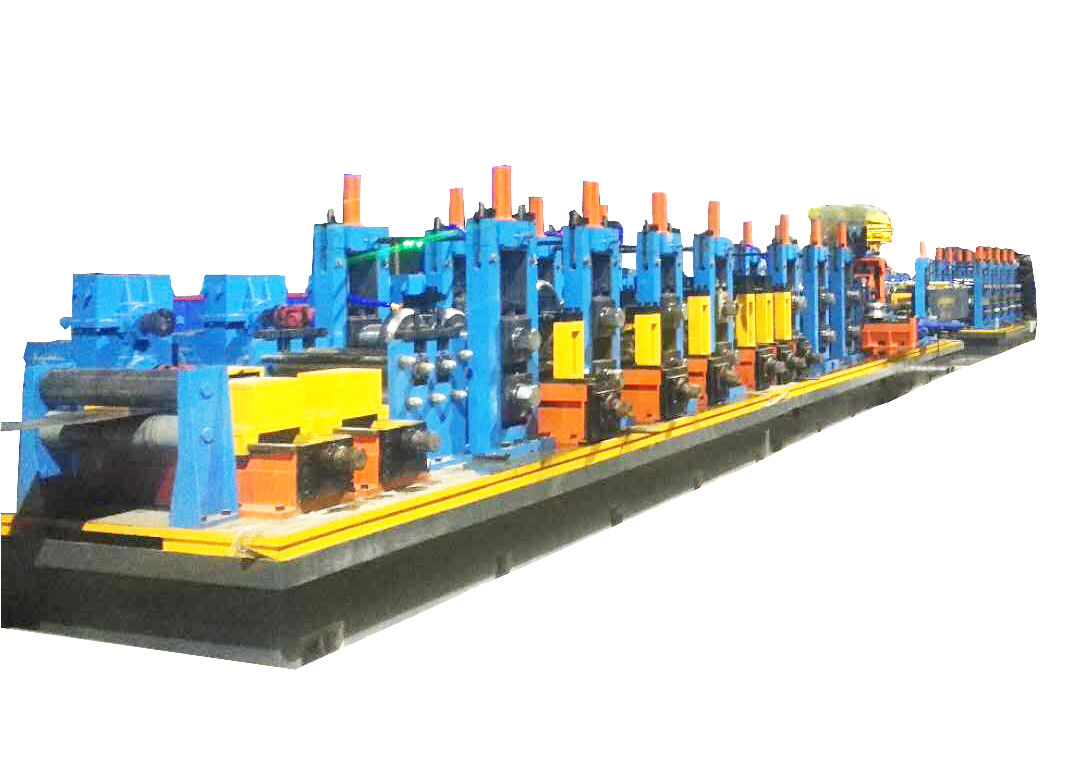
HG200x200: خط تولید لولهی کاربسته فرکانس بالا برای ساخت لوله مربعی کاربسته با ابعاد 100x100 تا 200x200 میلیمتر، ضخامت 2.0 تا 6.0 میلیمتر است. این خط از فناوری فرمدهی مستقیم مربعی استفاده میکند که دارای مزایای زیر است:
1. تنظیم رولها را در زمان بسیار کوتاهی به پایان میرساند، زمان تعویض رول را هنگام جایگزینی محصولات به شدت کاهش میدهد، که بهبود کارایی و کاهش هزینه تولید را ایجاد میکند;
2. به دلیل اینکه تجهیزات از یک مجموعه قالب ترکیبی استفاده میکند، برای تولید لولههای با مشخصات مختلف، تنها نیاز به تنظیم دارند، نیازی به تعویض رول نیست، نرخ صرفهجویی در رول بیش از 90٪ است، که منجر به کاهش هزینه رول میشود؛ نیاز به تعویض رول برای ایستگاه باز کننده نهایی در زمان تولید لوله 100x100 میلیمتر وجود دارد.
3. با تنظیم موتور سرو، ورود ابزارها و خسارت به تجهیزات را هنگام تعویض رول کاهش میدهد و عمر کاربردی تجهیزات را افزایش میدهد.
4. به دلیل ساختار رول ترکیبی، تماس نقطهای بین رول و نوار به جای تماس خطی اصلی، کاهش میدهد از سر摩ش در رول و افزایش میدهد به طول عمر رول.
مشخصات محصول
(1) مواد اولیه | |
کیفیت مواد |
Q195, Q235B, Q355B, فولاد زنگدار, MS, CR, HR |
خواص مکانیکی |
σb≤500Mpa، σs≤325MPa |
عرض نوار |
400-800mm |
ضخامت نوار |
2.0-6.0mm |
شناسه کویل |
φ508-610mm |
قطر بیرونی کُل |
φ1200mm-2100mm |
وزن کویل |
15.0T |
(2) اندازه و هدف محصول نهایی | |
اندازه لوله |
100x100-200x200 مم T: 2.0-6.0 مم |
طول |
4-6 م |
درخواست |
ساختار |
(3) این فرآیند کار از خط تولید | |
مواد اولیه (شلوار)→ بارگیری سیم کشی ((رامپ و ماشین سیم کشی)→ انکوئلر→ پاک کننده سیم کشی و صاف کننده سر→ پیچ و ترازنده→ تراز و جوشگر→ آمپولر → تراز کردن منفعل → شکل گیری → جوش فرکانس بالا → شلوار و آهن کشی خارجی → خنک کننده | |
(4) نوع شکلگیری | |
| |
(5) نسل آی اس خط شامل | |
ماشین نقاله کُل |
ماشین ناقل کویل برای ساخت کویل فولادی از موقعیت بارگیری به uncoiler.at همان زمان سیلندر روغن بالا استفاده می شود، به طوری که سوراخ داخلی کویل فولادی به دقت بر روی مخروط uncoiler تنظیم شده است، پس از تنش uncoiler، به موقعیت اصلی فشار دهید. |
بازکننده |
مندرلهای گسترشپذیر و بازوی تکیهدار. شامل دو بخش اصلی است: بدنه اصلی و پایه ثابت. معادل با سیستم هوایی برای تأمین نیازهای گسترش، انقباض و ترمز ماندrels. ماندrel از اتصال چهاربری تشکیل شده که میتواند به صورت شعاعی همزمان حرکت کند. اتصال چهاربری در دو گروه به دو محور نصب شده است. توسط سیلندر هوایی، آنها به صورت شعاعی گسترش و انقباض مییابند. |
ماشین سر مستقیم |
این دستگاه برای باز کردن سر کویل و وارد کردن دستگاه بعدی به یک دستگاه صاف استفاده می شود. رول فشار روی سر عمدتا برای فشار دادن سر رول استفاده می شود تا از پخش شدن رول پراکندگی جلوگیری شود و شلاق به آرامی پراکنده می شود. رول فشار زیر موتور می چرخد. براي دستگاه بازي، يه رول کمک کننده است. یک رول سر راست وجود دارد، که عمدتا فشار خمیده سر فولاد است، با سر شلاق همکاری می کند و آن را در امتداد شلاق به جلو می برد. رول راهنما مواد را به فرآیند بعدی هدایت می کند. |
ماشین تختکاری فشاری |
ماشین فشاری به سه بخش تقسیم میشود: فشردهسازی مواد، رولر خانه تخت، و انتقال ماشین تختکاری. پنج رولر هموارساز میتواند با تنظیم بالا و پایین پنج رولر، فولاد عبوری را به حالت مستقیم تغییر دهد و بخش انتقال ماشین تولید، انرژی را برای رولرهای فشاری و رولر تخت فراهم میکند. |
براش و درجات کوتاه خودکار |
برای قطع انتهای نامنظم نوارها و سپس اتصال نوارها با جوشکاری استفاده میشود. بنابراین میتواند خط را بدون توقف زمانی که ضمیمه قبلی تمام شود، ادامه دهد. |
جمعآور سpiral |
این ماشین بین جوشنده ی برش و میزبان (فروشنده ی شکل گیری) است، استفاده می شود برای بعد از استفاده از یک رول از استیل نوار، قبل از اینکه نوار رول بعدی از زمان حل، برش و جوشیدن بُت آماده شود تا اطمینان حاصل شود که میزبان (فروشنده ی شکل گیری) تولید مداوم و ذخیره سازی کافی استیل نو |
فرمدهی و معیارسازی |
ماشین فرمدهی و سایزینگ از اصل فرمدهی نوع رولر و درجات کوتاه فرکانس بالا استفاده میکند. نوار توسط دستگاه تغذیه به ماشین فرمدهی وارد میشود و رولرهای فرمدهی به طور مداوم چرخیده و نوار را به شکل مورد نیاز فشار میدهند. به دلیل اثر پوست و اثر خویشاوندی، جریان فرکانس بالا روی اتصال لاستیکی متمرکز میشود که به سرعت گرم میشود و دمای درجات کوتاه را دست مییابد. لاس لوله تحت فشار رولرهای فشردهکننده درجات کوتاه پیوسته میشود. لوله پیوسته با اندازه مورد نیاز بعد از سرد کردن، تنظیم اندازه و تصحیح اولیه بدست میآید. |
پیل کات |
برای برش دقیق لوله به طول خودکار تحت شرایطی که لوله به صورت پیوسته از کارخانه با سرعت بالا تحویل داده میشود، استفاده میشود. |
دریچه 600 کیلووات فرکانس بالا |
لاس پیوسته |
میز انتقال خروجی |
انتقال لوله تکمیلشده به میز جمعآوری |
محصولات بیشتر
-
HG219 (توب O.D. 114-219mm)
-

HG89 (توب O.D. 32-89mm)
-

HG630 (توب O.D. 325-630mm)
-

HG50 (توب O.D. 16-50.8mm)