Recherche sur le procédé de fabrication et l'équipement des tubes rectangulaires « Directement Formés Carrés »

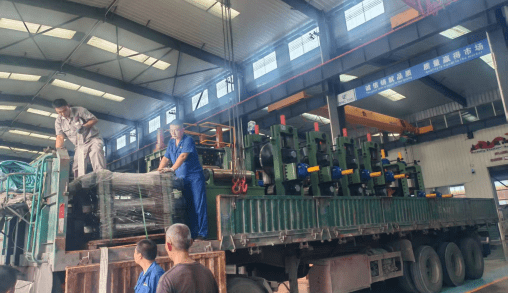
Afin de réduire les coûts de production des tubes rectangulaires de grand diamètre et de satisfaire la demande du marché de la construction, on a étudié le procédé de fabrication et les étapes clés des tubes rectangulaires « carrés directs ». Il a été souligné que, dans le procédé de formage « carré direct », il est nécessaire de s'assurer que tous les angles de formage soient supérieurs à 90°, que le rayon d'arc des angles de formage soit plus grand que celui du produit fini, et qu'il faille concevoir un moule supérieur spécialisé de type col de cygne. Le procédé d'assemblage (soudage préalable) doit inclure l'installation d'un dispositif de rouleaux internes de soutien. Le rouleau supérieur de l'étape de finition (laminage) doit être usiné avec une gorge de dégagement pour la soudure, afin d'éviter que le manque de pénétration de la soudure ne provoque un effondrement de la surface supérieure pendant la phase de finition. En même temps, les exigences relatives aux équipements principaux de production des tubes rectangulaires de grand diamètre, tels que les fraiseuses, les machines de formage, les machines à souder les bords, les machines de finition et les machines de redressage à portique mobile, ont été détaillées. Des études comparatives ont montré que le procédé « carré direct » présente des avantages significatifs par rapport au procédé « rond d'abord puis carré », car il permet d'économiser sur les équipements, de réduire les étapes de production et ainsi de diminuer les coûts de fabrication.