A „Négyzetes Formázás” Téglalapcsövek Gyártási Folyamatáról és Felszereléseiről Készült Kutatás

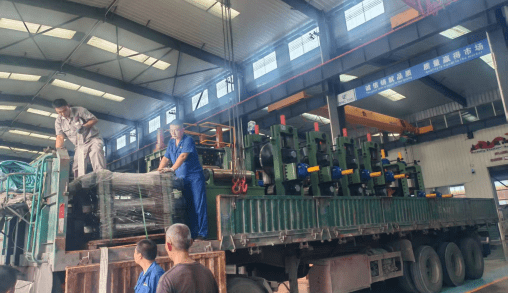
A nagy átmérőjű téglalap csövek gyártási költségeinek csökkentése, valamint az építőipari piac igényinek kielégítése érdekében tanulmányozták a »direkt négyszög« téglalap csövek gyártási folyamatát és kulcseljárásait. Megállapították, hogy a »direkt négyszög« alakítási folyamat során biztosítani kell, hogy az alakítási szögek mind nagyobbak legyenek 90°-nál, az alakítási szögek íves sugara nagyobb legyen, mint a készterméké, és egy speciális liba formájú felső sablon tervezése szükséges. A csatlakozó (előhegesztési) folyamat során belső támasztóhengert kell alkalmazni. A simító (hengerlő) folyamat felső hengerénél a hegesztési hézag miatti felső lemezfelület összeomlásának elkerülése érdekében a hegesztési hézag kompenzációs hornyot kell készíteni. Ugyanakkor részletesen kitértek a nagy átmérőjű téglalap csövek fő gyártóberendezéseinek, mint például marógépek, alakítógépek, varratcsatlakoztató gépek, simítógépek és kapumozgató kiegyenesítőgépek követelményeire. Összehasonlító vizsgálatok kimutatták, hogy a »direkt négyszögesítési« folyamatnak számottevő előnyei vannak a »kerekítés először és utólag« folyamattal szemben, mivel beruházást takaríthat meg, csökkentheti az eljárások számát, ezzel csökkentve a gyártási költségeket.