Studim mbi Procesin e Prodhimit dhe Pajisjen e "Formimit Direkt Katror" të Gypave Drejtkëndëshe

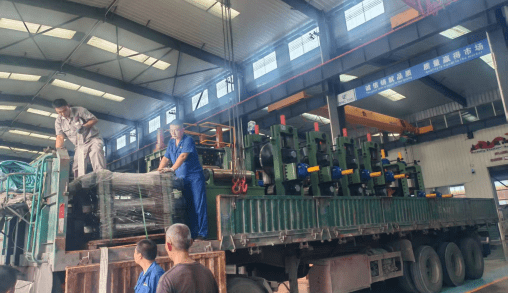
Për të zvogëluar koston e prodhimit të gypave drejtkëndësh me diametër të madh dhe për të plotësuar kërkesën e tregut të industrisë së ndërtimit, janë studiuar procesi i prodhimit dhe procedurat kyçe të gypave drejtkëndësh të quajtur "katror direkt". Është theksuar se në procesin e formimit "katror direkt", është e nevojshme të sigurohet që këndet e formimit të jenë të gjitha më të mëdha se 90°, rrezja e harkut të këndeve të formimit të jetë më e madhe se ajo e produktit përfundimtar dhe është e nevojshme të projektohet një matriçë e posaçme e sipërme me formë gështenje; Procesi i bashkimit (parasoldimi) duhet të shtojë një pajisje rulluese të brendshme mbështetëse; Rulli i sipërm i procesit të përfundimit (rulimit) duhet të përpunohet me një kanal të çelës së salduar për të parandaluar që çelësi i salduar të shkaktojë kolapsin e sipërfaqes së pllakës së sipërme gjatë procesit të përfundimit. Në të njëjtën kohë, janë përshkruar kërkesat për pajisjet kryesore të prodhimit të gypave drejtkëndësh me diametër të madh, si freskuesit, pajisjet e formimit, pajisjet e bashkimit të çelësave, pajisjet e përfundimit dhe pajisjet e drejtimit me portë mobile. Studimet krahasuese kanë treguar se procesi i "katrorës së drejtpërdrejtë" ka përparësi të mëdha në krahasim me procesin "rrethor në fillim dhe më pas", pasi mund të kursen pajisjet, të zvogëlohen proceset dhe kështu të ulen kostot e prodhimit