










Вступ
Короткий опис:
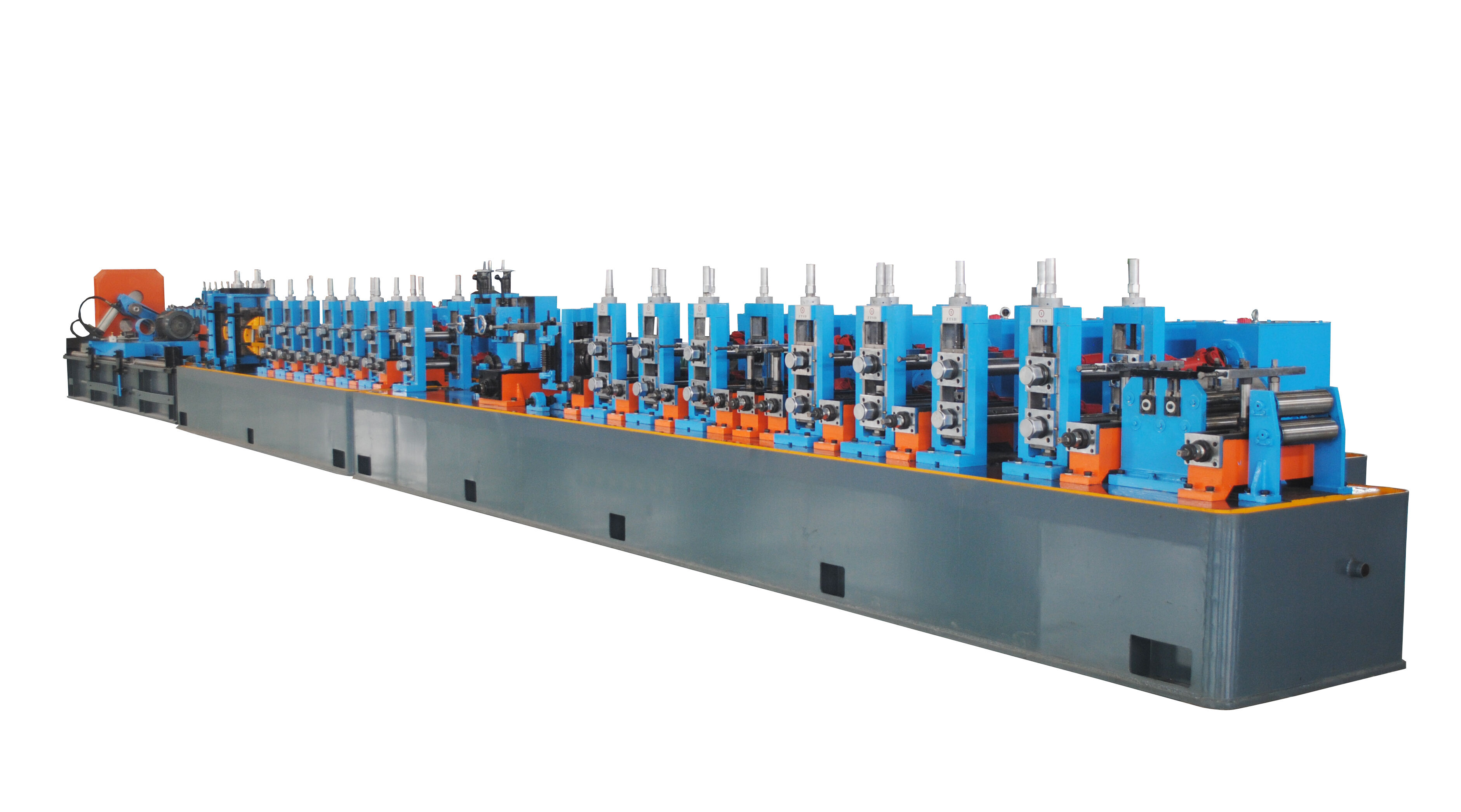
HG32x1.5 :Виробнича лінія високочастотної сварки використовується для виготовлення сварних стальових труб діаметром Φ10мм-Φ32мм, товщиною 0.5-1.5 мм, квадратних труб 10x10-20x20 і прямокутних труб 20x40мм, товщиною 0.4-1.5мм. Після того, як ми вжили передову технологію виготовлення труб з усього світу, наша інноваційно спроектована виробнича лінія та кожна окрема одиниця лінії є не тільки економічною, але й практичною.
Параметри продукту:
(1) Сировина | |
Якість матеріалу |
Q195, Q235B, Q355B, Galvanized Steel, MS, CR, HR |
Механічні властивості |
σb≤500Mpa,σs≤325MPa |
Ширина смуги |
40-80 мм |
Толщина смуги |
0.5-1.5mm |
Ідентифікатор котушки |
φ508-610 мм |
Коулі OD |
φ1200mm-2100mm |
Вага котушки |
2т |
(2) Розмір і призначення готового продукту | |
Розмір труби |
Круглий труб: φ 10-φ 32мм Т: 0.5-1.5мм Квадратна труба: 10x10-20x20 мм Т: 0.5-1.5мм |
Довжина |
4-6 м |
Застосування |
Структура |
(3) The робочий процес виробничої лінії | |
| |
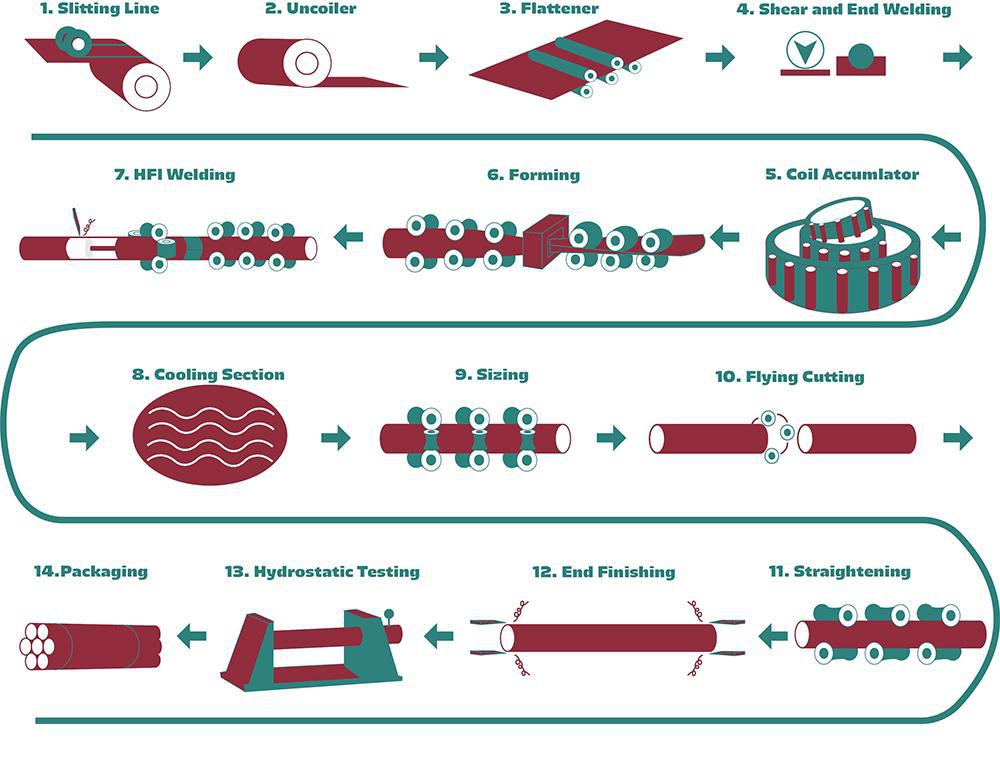
(4) TH є лінія містити | |
Розгорнутий |
Розширення і витягувальні мандри. Включає дві основні частини: головний корпус і фіксовану основу. Об'єднується з пневматичною системою для задоволення потреб розширення, скорочення і гальмування мандри. Мандриль складається з чотирьох штанг, які можуть рухатися радіально одночасно. Чотири-барні зв'язки в двох групах встановлюються на двох валах відповідно. За допомогою повітряного циліндра вони розширюються і скорочуються радіально. |
Автоматичні стрижки та зварювальні машини |
Він використовується для розрізання нерівномірних кінців смуг, а потім з'єднує смуги за допомогою зварювання. Так що це може дозволити лінії, що працюють без зупинки, коли перед завершення шпульки |
Спіральний акумулятор |
Ця машина знаходиться між сварюючою зварювачем і хостом (сформований розмірний завод), використовується після того, як рулон стрічки сталі буде використаний, до наступного рулона стрічки, оскільки підготовлено від розгортання, сварювання і загартової зварки часу, щоб забезпечити хо |
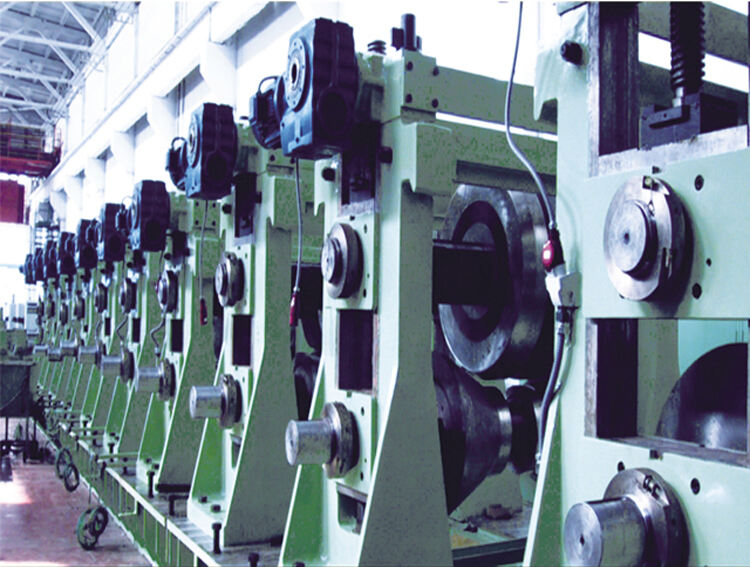
Моль і розмірний завод |
Формування і розмір заводу приймає принцип формування роликового типу і високочастоту індукційного зварювання. Штрих подається в формувальну машину пристроєм подачі в млин і формувальний ролик постійно обертається і стискає стрічку в потрібну форму. Через шкіру і породжений ефект, високочастотний струм зосереджується на зварному з'єднанні, яке швидко нагрівається і досягає температури зварки. Шев труб зварюється під тиском сцілюючих валів. Готова зварювана труба необхідного розміру може бути отримана після охолодження, розмірювання та первинного випрямлення. |
Різка пила |
Він використовується для точного автоматичного розрізу труби на довжину за умови, що труба постійно доставляється з млин на високій швидкості. |
150 kw Hifrequency Welder |
Зварюйте швіння |
Розбіг Транзитний таблиця |
Транзит готової труби до столу збору |
Більше продуктів
-

Пряма трубокамуляторна фабрика (150x150мм)
-

HG273 (Труба надмірна 114-273 мм)
-

HG76 (Підвищення трубки 12,7-76 мм)
-
HG508 (Труба надмірна 219-508 мм)