(1) Nguyên liệu thô |
Chất lượng vật liệu |
L245, l290, l320, l360, l390, l450, l485, x42, x52, x56, x60, x65, x70, x80, sch20, sch30, sch40 |
Đặc tính cơ học |
σb≤500Mpa,σs≤325MPa |
Chiều rộng băng |
680-1600mm |
Độ dày dải |
5,0-20,0mm |
ID cuộn |
φ508-610mm |
Vòng cuộn OD |
φ1200mm-2100mm |
Trọng lượng cuộn |
25,0t |
(2) Kích thước và mục đích của sản phẩm hoàn thành |
Kích thước ống |
Rô-lô: φ 219-φ 508mm T: 5,0-20,0 mm |
Chiều dài |
4-6 m |
Ứng dụng |
Cấu trúc |
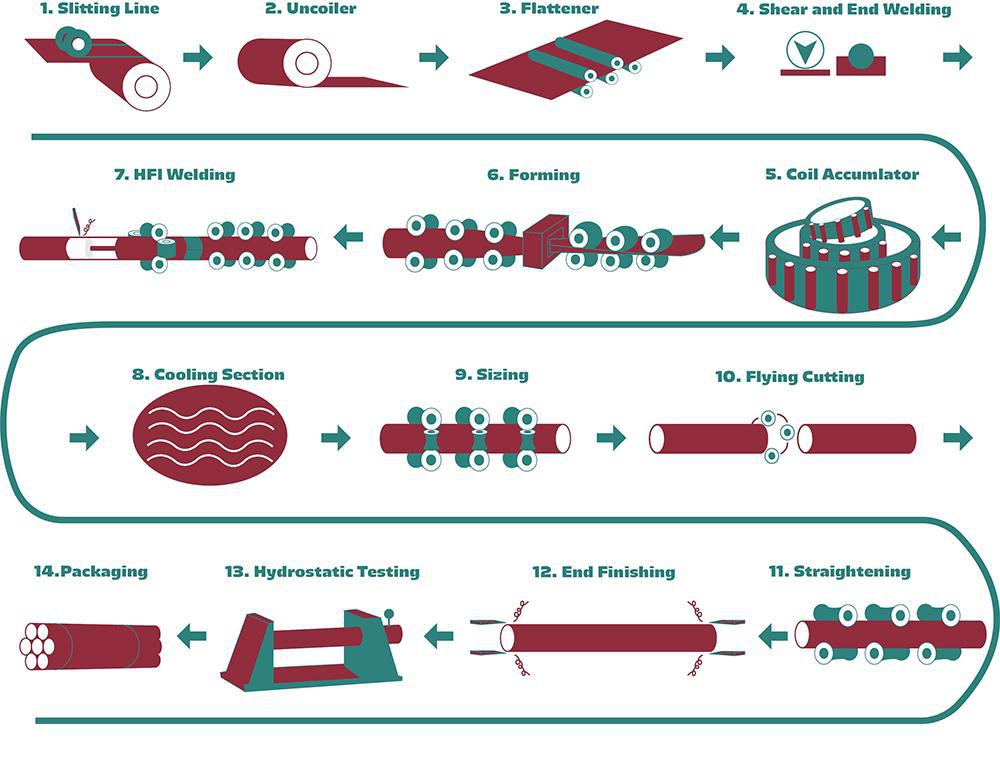
(3) The quy trình làm việc của dây chuyền sản xuất |
|
(4) Th đã đường kẻ chứa |
Xe vận chuyển cuộn dây |
Xe vận chuyển cuộn dây được sử dụng để làm cho cuộn dây thép từ vị trí tải đến uncoiler.at cùng một lúc bơm dầu,để lỗ bên trong cuộn dây thép được đặt chính xác trên nón của uncoiler, sau khi căng uncoiler, đẩy trở lại vị trí ban đầu.
|
Máy mở vòng |
Chân mở rộng và cantilever.
Bao gồm hai phần chính: thân chính và cơ sở cố định.
Được trang bị hệ thống khí nén để đáp ứng nhu cầu mở rộng, co lại và phanh của các mandrels.
Mandrel bao gồm bốn liên kết thanh có thể di chuyển theo chiều tròn cùng một lúc.
Các liên kết bốn thanh trong hai nhóm được lắp đặt trên hai trục tương ứng. Được vận hành bởi xi lanh không khí, chúng mở rộng và co lại theo chiều tròn.
|
Máy đầu thẳng |
Máy này được sử dụng để mở đầu cuộn và dễ dàng đưa thiết bị tiếp theo vào một máy mịn. Vòng cuộn áp suất trên đầu chủ yếu được sử dụng để nhấn đầu cuộn để ngăn chặn cuộn rải rác khỏi rải rác, và xẻo được xẻo trơn tru. Vòng xoay áp suất xoay dưới động cơ. Đối với máy mở, đó là một con lăn trợ giúp. Có một con lăn đầu thẳng, chủ yếu là áp lực cong của đầu thép, hợp tác với đầu lới, và làm cho nó đi trước dọc theo lới. Vòng dẫn dẫn vật liệu vào quá trình tiếp theo. |
Máy làm bằng chèn |
Máy chèn được chia thành ba phần: vật liệu kẹp, cuộn nhà phẳng và máy truyền thanh. Việc làm mịn năm cuộn có thể thay đổi thép đi qua việc điều chỉnh lên và xuống của năm cuộn thành trạng thái thẳng, và phần truyền tải của máy tạo tạo động lực cho cuộn pinhris và cuộn phẳng. |
Máy cắt và hàn tự động |
Nó được sử dụng để cắt các đầu bất thường của các dải và sau đó kết nối các dải bằng cách hàn. Vì vậy, nó có thể để dòng chạy mà không dừng lại khi trước khi cuộn dây kết thúc |
Bộ tích lũy |
Máy này là giữa máy hàn cắt và máy chủ (xây dựng máy cắt), sử dụng cho sau khi một cuộn thép dải được sử dụng, trước khi cuộn dây tiếp theo được chuẩn bị từ thời gian mở, cắt và hàn đai để đảm bảo rằng máy chủ (xây dựng máy cắt) sản xuất liên tục và lưu trữ đủ thép |
Máy đúc và đúc kích thước |
Xây dựng & Sizing Mill áp dụng nguyên tắc hình thành loại cuộn và hàn cảm ứng tần số cao. Dải được đưa vào máy hình thành bằng thiết bị cho ăn trong nhà máy và cuộn hình thành liên tục xoay và ép dải vào hình dạng cần thiết. Do da và hiệu ứng tương tự, dòng điện tần số cao tập trung vào khớp hàn được làm nóng nhanh chóng và đạt đến nhiệt độ hàn. Vòng thắt ống được hàn dưới áp lực của cuộn cuộn. Các ống hàn hoàn thành với kích thước yêu cầu có thể được thu được sau khi làm mát, kích thước và thẳng ban đầu. |
Thợ cắt |
Nó được sử dụng để cắt chính xác ống theo chiều dài tự động trong điều kiện mà ống liên tục được cung cấp từ nhà máy với tốc độ cao. |
máy hàn tần số cao 1000 kw |
Hàn may |
Bảng chuyển tiếp |
Chuyển đường ống hoàn thành đến bàn thu thập |
máy sơn sơn tần số trung bình 600kw |
Sau khi làm nóng nhiệt độ cao, làm mát tự nhiên làm cho vật liệu hàn tốt hơn |
Máy thẳng |
Thẳng ống |
Máy làm việc cuối cùng |
Bao gồm đầu máy bên trái và bên phải, cơ chế bước, và đường dây cuộn sắp xếp. kẹp thủy lực, cấp động cơ servo, có thể đạt được điều khiển tự động. |
Máy kiểm tra thủy tĩnh |
Hình dạng cấu trúc: bao gồm 1 bộ thiết bị cơ sở, 1 bộ thiết bị định vị và kẹp, 1 bộ thiết bị chùm căng, 1 bộ đầu thử cố định, 1 bộ đầu thử di động, 2 bộ thiết bị ống tiếp nhận và gửi và 1 bộ hỗn hợp định vị. |
Máy thử siêu âm |
Kiểm tra chất lượng các lớp hàn |
Hệ thống kiểm tra dòng xoáy |
Kiểm tra chất lượng của ống |
|